a型阀体的形体结构比较复杂,其外表面大部分不需要加工,因此零件毛坯一般都选用铸件。a型阀体的主要加工面是镶嵌阀座的孔,其基本的加工顺序是先按工艺要求车中法兰端面、内孔、止口及阀座孔,再以中法兰端面及止口为定位基准将阀体装夹在专用夹具上,加工端法兰及侧法兰,确保中法兰与侧法兰及端法兰的加工精度及位置精度。夹具如图3-66所示。中法兰钻孔夹具如图3-67所示。
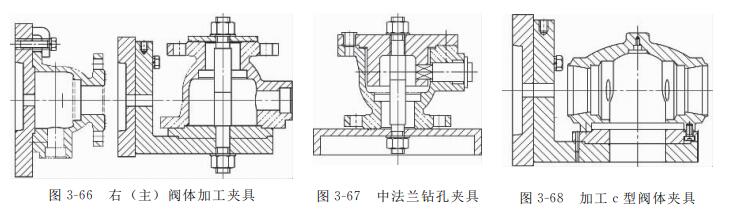
c型固定球阀的左、右阀体的形体结构比较复杂,其外表面大部分不需要加工(锻件需要粗车,锻件毛坯粗车部分工序省略),主要加工表面大多是旋转表面,一般用车削方法加工。c型阀体的主要加工面是镶嵌阀座的孔,其基本的加工顺序是先按工艺要求车上端面及内孔,再以上端面及内孔为定位基准将阀体安装在角式夹具上,加工左右两端阀座孔,确保两侧阀座孔的加工精度及位置精度。夹具如图3-68所示。 |
